

關于波峰焊溫度常見問題匯總
發布時間:2020-08-14 瀏覽:次 責任編輯:晉力達
波峰焊是電子制造領域一種常見的工藝,在這種焊接工藝中最常見的一個問題就是波峰焊溫度了,對于很多的波峰焊技術員來說如何設定波峰焊溫度和波峰焊溫度曲線圖等等都還有很多疑問,今天15年波峰焊機廠家晉力達為大家總結了一些關于波峰焊溫度常見的問題,希望可以幫助到大家。
波峰焊溫度曲線圖介紹
在預熱區內,電路板上噴涂的助焊劑中的溶劑被揮發,可以減少焊接時產生氣體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并且防止金屬表面在高溫下再次氧化。印制電路板和元器件被充分預熱,可以有效地避免焊接時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,要根據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測量的預熱溫度應該在90~130℃間,多層板或貼片套件中元器件較多時,預熱溫度取上限。預熱時間由傳送帶的速度來控制。如果預熱溫度偏低或預熱時間過短,助焊劑中的溶劑揮發不充分,焊接時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提前分解,使焊劑失去活性,同樣會引起毛刺、橋接等焊接缺陷。為恰當控制預熱溫度和時間,達到佳的預熱溫度,也可以從波峰焊前涂覆在PCB底面的助焊劑是否有粘性來進行判斷。
波峰焊溫度曲線圖及溫度控制標準介紹
合格溫度曲線必須滿足:
1: 預熱區PCB板底溫度范圍為﹕90-120oC.
2: 焊接時錫點溫度范圍為﹕245±10℃
3. CHIP與WAVE間溫度不能低于180℃
4. PCB浸錫時間:2--5sec
5. PCB板底預熱溫度升溫斜率≦5oC/S
6. PCB板在出爐口的溫度控制在100度以下
各區域溫度與持續時間同樣是由設備各區溫度設定、熔融焊料溫度與傳送帶的運行速度來決定的。波峰焊溫度曲線測量仍然需要通過測試手段確定,其基本過程也與回流曲線測定類似。由于PcB的正面(面,Top—orBoard)般貼裝密集,因此溫度曲線可只檢測面溫度。測試時,確定傳送帶速度,然后記錄試驗板面少三個點的溫度。反復調整加熱器溫度值使各點溫度達到設定的曲線要求,后再進行實裝測試并進行必要的調整。在編制工藝文件時,除了記錄加熱溫度曲線設定外,般還要記錄焊劑及其徐布工藝參數(泡沫高度、噴射角度、壓力、密度控制要求以及焊劑情理等),焊料波參數、焊料撿測和撤渣要求等,這些都是波峰焊的主要工藝參數。
PCB過波峰焊的最佳溫度是多少

PCB過波峰焊的最佳溫度是280攝氏度。
印刷電路板PCB電路板維修SMT組件,1206以下的電阻器和電容器以及dao面積小于5 mm2的組件時,焊點溫度必須比焊料熔點高50攝氏度,即250攝氏度。 至270攝氏度之間;
對于大型組件,烙鐵溫度應設置在350至370之間,最高溫度不應超過390,焊接時間不應太長,只需幾秒鐘,在這種情況下不會損壞PCB上的焊盤。
波峰焊溫度設定的標準
波峰焊接參數設定主要是波峰焊溫度的設定和其它幾項參數的設定。那么應該如何設定才能達到好的波峰焊接品質呢?波峰焊溫度的設定事實上就是預熱溫度和焊接溫度的設定,波峰焊加工PCB線路板會經過預熱區,焊接區和冷卻區。15年波峰焊機生產廠家晉力達這里根據售后服務的經驗來為大家分享一下波峰焊接參數溫度設定標準及技巧。
波峰焊生產線
一、波峰焊接溫度設定的標準
波峰焊運輸速度為0.8m/mim~1.8m/min;
波峰焊預熱溫度為:80℃~150℃,預熱時間為:40S-100S
波峰焊錫爐溫度為:250℃~280℃.焊接時間為2S—8S.
無鉛助焊劑(現以康輝的KH-800型為準)
無鉛稀釋劑(現以康輝的KHX-800型為準)
波峰焊機顯示器上實際溫度與設置溫度相差5℃以上(不含5℃)時為異常,此時不可使用波峰焊.(如果用夾具相差10℃以上為異常)
運輸帶角度為30 -70
氣壓設定在4-7kgf/cm2
夾送傾角為:4~6度;
助焊劑噴霧壓力為:2~3Psi;
針閥壓力為:2~4Psi;
已設置好的波峰焊機參數如要修改需經工程師確認并存檔才可使用.
怎么設定波峰焊溫度?
波峰焊對預熱的要求是要從低溫(80度)以斜坡上升至高溫度(130度以下),一般剛開機預熱要升溫5-10分鐘,預熱的時間一般都是120秒,機板的受熱溫度要在180度以下、無鉛波峰錫槽的最佳溫度250-265度。要是有過爐治具的話就要溫度可以打到170度以下,預熱段的溫度要從低到高的設置,相鄰的預熱區溫度相差最好在10度左右!一般剛開機預熱要升溫5-10分鐘,預熱的時間一般都是120秒,線路板的受熱溫度要在180度以下、有鉛波峰焊錫槽230+/-20攝氏度、無鉛波峰錫槽的最佳溫度250-265度。
有鉛波峰焊三段預熱區及錫爐溫度的設定:單面板有鉛焊接工藝:運輸速度:1.5米/分鐘;預熱1:120℃、預熱2:130℃、預熱3:140℃;錫爐溫度230+/-20攝氏度。這樣設置的話板面溫度有85℃;板底溫度有100℃、雙面板有鉛焊接工藝:運輸速度:1.2米/分鐘;預熱1:130℃、預熱2:140℃、預熱3:150℃;錫爐溫度245℃-252℃。這樣設置的話板面溫度有95℃;板底溫度有110℃、具體的實際參數都要用專業的爐溫曲線測試儀來測量才可以、如果這個參數沒有達到焊接工藝的話、還要調整參數、在進行測試、達到標準為止。
無鉛波峰焊的預熱區溫度升溫速率一般控制在1.2~1.6℃/s(秒),預熱區溫度一般不超過160℃,保溫區溫度控制在160~170℃,波峰區峰值溫度一般控制在250-265度,并且溫度的維持時間在10~15秒,從升溫到峰值溫度的時間應維持在三分半到四分鐘左右
溫度曲線測試線路板上取點問題:準備測試前線路板上的取點是取決于測試儀端口的多少來決定的,有的儀器有4個端口,有的有6個,測試板越大,取的點就越多,有的客戶是有要求的,點越多,參考的范圍就越大,便于觀察你整個測溫板的溫度受熱均勻度。板面一般只要一根線就可以了,除非客戶有特殊要求。
波峰焊溫度設定常用技巧?
1、波峰焊接溫度
波峰焊焊接溫度是影響焊接質量的一個重要的工藝參數。當焊接溫度過低時,焊料的擴展率、潤濕性能變差,由于焊盤或元器件焊端不能充分的潤濕,從而產生虛焊、拉尖、橋接等缺陷;當焊接溫度過高時,則加速了焊盤、元器件引腳及焊料的氧化,易產生虛焊。焊接溫度應控制在250+5℃。
2、波峰焊預熱溫度
預熱的作用是使助焊劑中的溶劑充分揮發,以免印制板通過焊錫時,影響印制板的潤濕和焊點的形成;使印制板在焊接前達到一定溫度,以免受到熱沖擊產生翹曲變形。一般預熱溫度控制在180~ 200℃,預熱時間1 ~ 3分鐘。
3、波峰焊運輸軌道傾角
軌道傾角對焊接效果的影響較為明顯,特別是在焊接高密度SMT器件時更是如此。當傾角太小時,較易出現橋接,特別是焊接中,SMT器件的遮蔽區更易出現橋接;而傾角過大,雖然有利于橋接的消除,但焊點吃錫量太少,容易產生虛焊。因此軌道傾角應控制在5°~ 7°之間。
4、波峰焊波峰高度
波峰的高度會因焊接工作時間的推移而有一些變化,應在焊接過程中進行適當的修正,以保證理想高度進行焊接,以壓錫深度為PCB厚度的1/2 - 1/3為準
設置波峰焊接溫度參數時,具體的實際參數都要用專業的爐溫曲線測試儀來測量才可以、如果這個參數沒有達到焊接工藝的話、還要調整參數、在進行測試、達到標準為止。
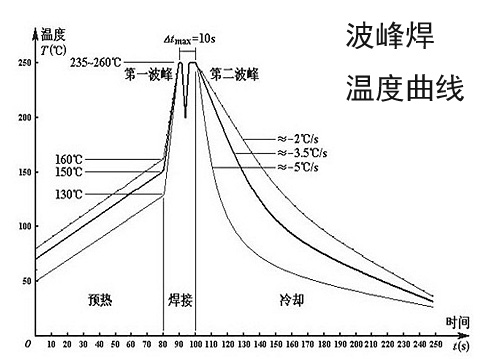
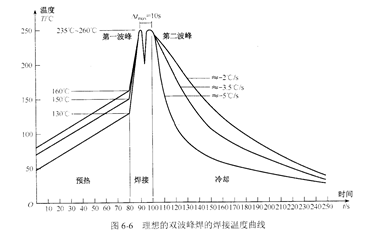
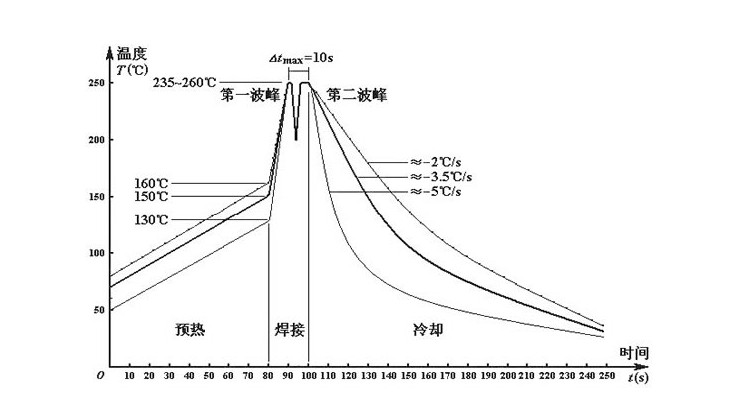
波峰焊的溫度曲線及工藝參數控制
理想的雙波峰焊的焊接溫度曲線如圖6-6所示。從圖中 J0011D01BNL可以看出,整個焊按過程被分為三個溫度區域:預熱、焊接、冷卻。實際的焊接溫度曲線可以通過對沒備的控制系統編程進 在預熱lK內,電路板上噴涂的助焊劑中的水分和溶劑被揮發,可以減少焊接時產生的氣體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并H卜11}∶僉屬表面在高溫下再次氧化。
印制電路板和元器件被充分預熱,可以有效地避兔焊按時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,耍恨據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測董的預熱溫度應該在⒇℃~130°C之問,多層板或貼片元器件較多時,頂熱溫度取上限:預熱時問由傳送帶的速度來控制。如呆預熱溫度偏低或預熱時問過短,助焊劑中的溶劑揮發不充分,焊按時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提if分解,使ht劑太去活性,閘樣會引起毛刺、橋接等焊接缺陷。
波峰焊預熱溫度和焊接溫度是多少?
波峰焊溫度指的就是波峰焊的預熱溫度和焊接溫度,預熱溫度和焊接溫度的多少也跟焊接的產品有關,需要根據焊接產品來調節。下面晉力達波峰焊為大家詳細的介紹,請看完后再看相關閱讀,對波峰焊溫度的調節做個詳細的了解。
波峰焊是把融化的焊錫用動力形成如同海水的波浪紋,用它掃過電路板的焊點,完成焊接的工作。說的簡單,操作起來有很多需要調整的方面,關于焊錫溫度需要經過多次試驗才可以確定,由于產品的特性不同,尺寸大小不同,PCB的布線方式及銅箔量不同,PCB的元件量不同,綜合以上因素PCB所需的溫度量也會不同,所以每個產品必須使用專用工程板測試條專用的溫度曲線,以確保設備設定溫度適合產品的需求。當設備和產品發生變更的情況下必須重新測試溫度曲線,重測要求參考波峰焊標準作業程序“波峰焊印制電路板裝配工藝控制要求”。一般的波峰焊接溫度范圍:無鉛的溫度:255+/-5攝氏度 ,有鉛波峰焊溫度:230+/-10攝氏度
波峰焊工藝→印制板預熱溫度和時間的控制 預熱的作用:
a.將焊劑中的溶劑揮發掉,這樣可以減少焊接時產生氣體;
b.焊劑中松香和活性劑開始分解和活性化,可以去除印制板焊盤、元器件端頭和引腳表面的氧化膜以及其它污染物,同時起到保護金屬表面防止發生再氧化的作用;
c.使印制板和元器件充分預熱,避免焊接時急劇升溫產生熱應力損壞印制板和元器件。
印制線路板預熱溫度和時間要根據印制板的大小、厚度、元器件的大小和多少、以及貼裝元器件的多少來確定。預熱溫度在90-130℃(PCB表面溫度),多層板以及有較多貼裝元器件時預熱溫度取上限。參考時定要結合組裝板的具體情況,做工藝試驗或試焊后進行設置。預熱時間由傳送帶速度來控制。如預熱溫度偏低或和預熱時間過短,焊劑中的溶劑揮發不充分,焊接時產生氣體引起氣孔、錫球等焊接缺陷;如預熱溫度偏高或 預熱時間過長,焊劑被提前分解,使焊劑失去活性,同樣會引起毛刺、橋接等焊接缺陷。
