

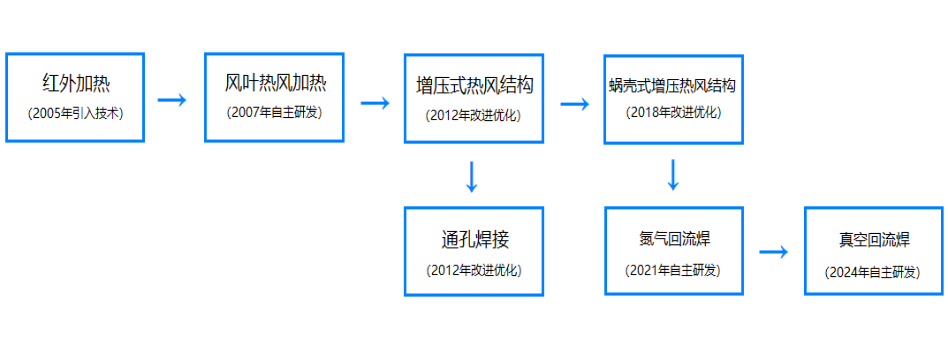
晉力達回流焊技術至今發展歷程
發布時間:2025-08-23 瀏覽:次 責任編輯:晉力達
晉力達回流焊技術至今發展歷程
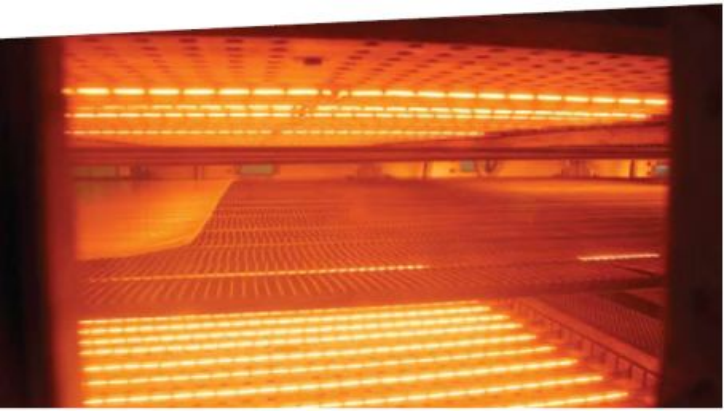
第一代紅外熱輻射結構(2005年)
00001. 晉力達成立并通過學習國外回流焊技術引入了紅外熱輻射加熱結構,使用紅外發熱管+發射板結構傳遞熱量,屬于基礎型回流焊,在國內廣泛使用且成本較低。熱能傳遞集中于元件表面,局部升溫速率快,適合小型元件密集焊接,符合當時的國內低端簡易產品焊接工藝要求并沿用至今。 
紅外加熱回流焊
00002. 紅外加熱優點:
00003. 波長與焊料吸收波段匹配(1–5μm),能快速穿透焊膏激活助焊劑離子化,提升潤濕性并加速溶劑揮發,減少焊料飛濺。
上紅外+下紅外加熱
00004. 這類技術雖沿用至今但局限于某類只適合光熱傳遞的產品。
00005. 例如我司客戶香港恩達集團國內子公司在2024年采購我司2臺大型22溫區紅外輻射回流焊用于豐田、本田、大眾、寶馬、奧迪等品牌車用PCB板碳油固化,由于碳油固化的特殊性,必須使用中波紅外燈管加熱。
恩達集團現場22溫區回流焊以及碳油固化產品
00006. 此技術相對于SMT行業缺點非常明顯,行業內已完全棄用此技術:
00007. 光輻射的局限性(陰影效應)
紅外輻射穿透能力弱,高層元件或密集布局會遮擋光輻射路徑,導致陰影區域(如引腳、大元件)加熱不足,小元件過熱,且光無法輻射到QFN等芯片底部焊點,造成溫度偏差極大引發虛焊或冷焊,只適合一些簡單的線路板焊接,例如:普通LED燈板。
元件顏色差異(深色吸熱強、淺色反射多)造成局部溫差,深色器件易過熱損壞,淺色區域焊接不良。
熱效率較低(5–15W/m2K)
?溫度均勻性差?
板面材料導熱系數差異(如陶瓷基板與塑料元件)導致吸熱不均,需精確匹配輻射波長與基板特性,否則易出現邊緣與中心溫差10-20℃的問題。
?熱應力風險?
局部快速升溫會因元件與PCB膨脹系數不匹配引發熱應力裂紋,對柔性基板或微焊點可靠性影響顯著。
第二代熱風加熱結構(2007年)
晉力達自行研發熱風循環技術,通過高溫馬達+風葉吹風,使發熱管加熱變為熱風,側位回風形成循環,熱風結構熱傳遞效率顯著提升(30–50W/m2K),消除了陰影效應和顏色對吸熱的影響,成為當時主流技術。

![]()

風葉熱風結構回流焊
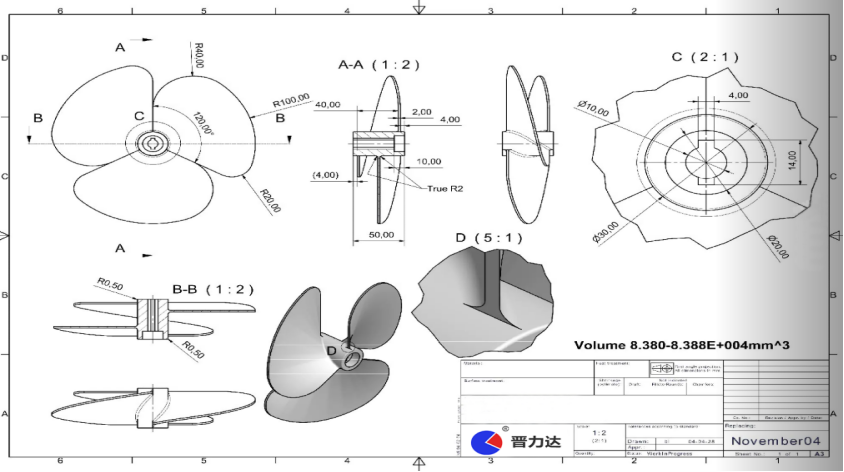
風葉設計圖
熱風加熱優點:
解決連接器/QFN底部冷焊問題(填充不足率↓80%);
提升產品整體分布溫差,橫向溫差5-8℃,消除陰影效應,降低大量焊接不良。
缺點:
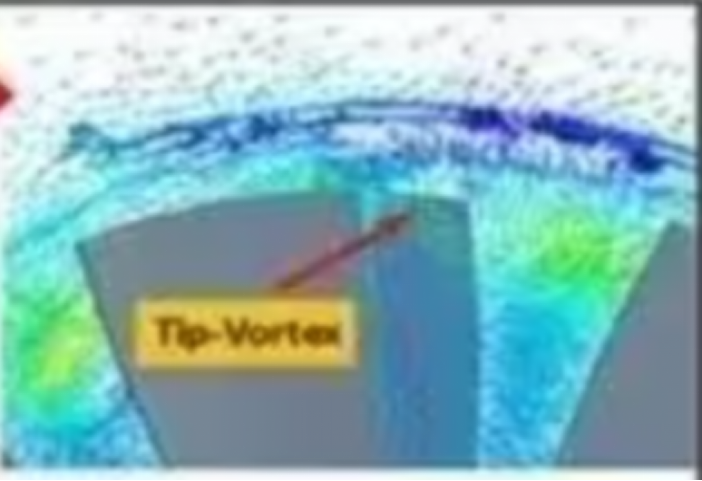
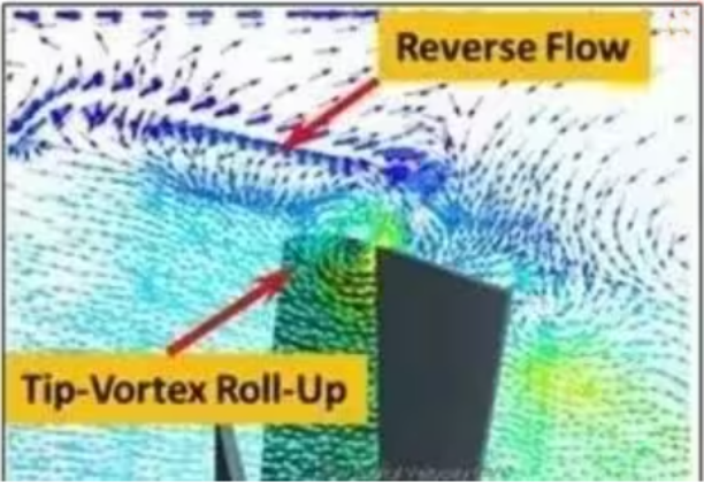
 ?扇葉尖端效應(溫區中間風速低,兩側風速高)?
?扇葉尖端效應(溫區中間風速低,兩側風速高)?
1,風扇葉片旋轉時,葉尖線速度最大,形成強離心氣流集中于外圍;而中心區域線速度低,氣壓梯度小,導致熱風明顯減弱(物理特性),類似飛機翼尖渦流原理,中心形成低壓區,故由于風葉結構的限制,導致溫區橫向溫差大。
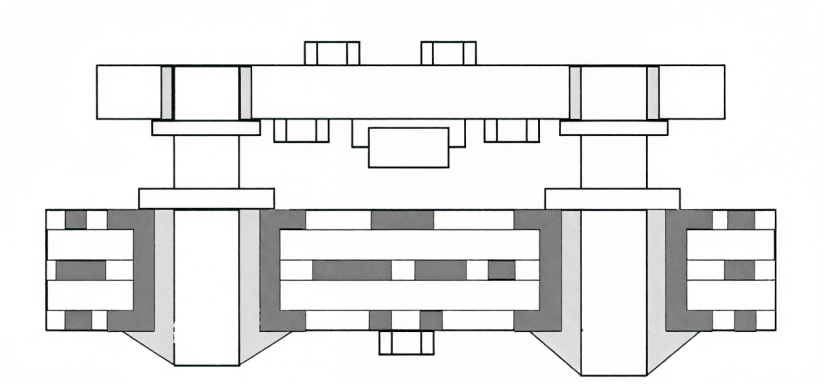
2,發熱管結構限制導致溫度滯后傳遞。
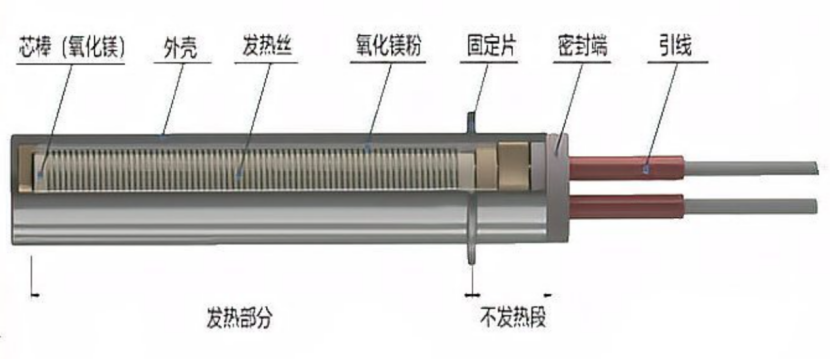
發熱管結構圖
?
發熱管通電加熱后,熱量需層層傳遞至產品:內部加熱絲→填充的絕緣導熱介質氧化鎂粉→不銹鋼金屬管壁→風葉吹至目標物體,因結構導熱速率有限及熱容效應,待數秒后目標物體無法快速升溫,傳統電熱管的熱滯后可達數秒至數十秒?。
3,風葉結構限制,無法形成強增壓微循環結構,對于銅、鋁基板,帶工裝治具等吸熱產品的熱穿透性弱。
上訴3個缺點導致此款結構的回流焊無法適應國內不斷更新換代的各類越發高端的產品需求,于2012年升級改進。
第三代增壓熱風結構(2012年)
風葉熱風加熱結構的穿透力不足,而風輪增壓式熱風結構正是為解決這個問題誕生的,回流焊增壓熱風結構的核心原理是通過強制高壓氣流穿透高元件陰影區,解決傳統熱風爐的熱傳遞不均勻問題。

第三代增壓熱風回流焊
設計優缺點:
1. ?熱風生成與增壓機制?
· 馬達驅動?:馬達驅動吸入氣體,通過風輪加速器加壓形成高速氣流。
· ?氣體加熱?:加壓后的氣流流經發熱絲加熱模塊,轉化為高溫熱風。
· ?增壓目的?:增加氣流壓力可提升熱風穿透力和流速,確保熱量快速均勻滲透至電路板縫隙與元件底部,避免局部溫差。
2. ?熱風循環與分布設計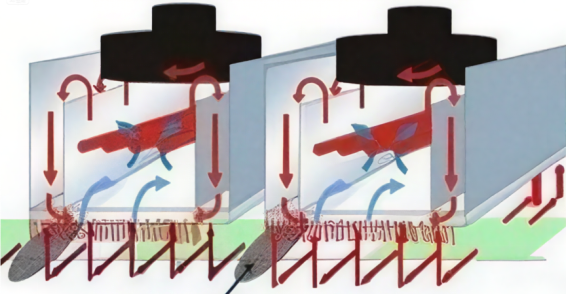 ?
?
· ?雙循環系統?:設備采用獨立的上下溫區多孔式噴嘴設計,強制熱風在爐膛內循環流動。
· ?均勻控溫?:噴嘴陣列分布及風壓調節保證熱量覆蓋整個焊接區域,減少PCB邊緣與中心的溫差。

3. ?效率優化+動態降效?
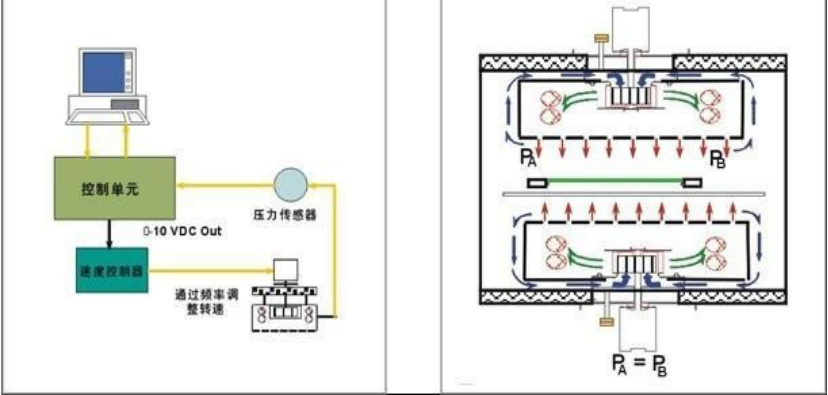
· ??智能溫控?:通過傳感器實時監測各溫區溫度,調整馬達功率,維持熱場穩定。
· 動態降效:通過PID控溫,待機狀態自動降低能耗,產品進入自動增加加熱頻率。
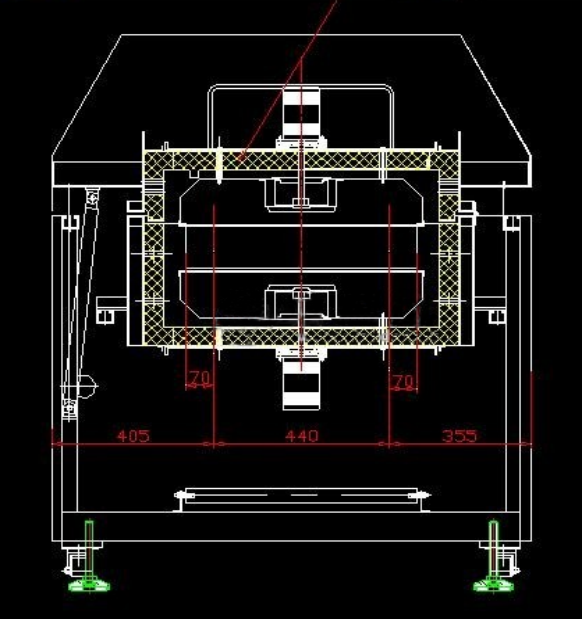
第三代增壓熱風結構設計圖
4. 熱穿透能力革命性提升
10mm高元件底部溫差從 10℃→4℃(解決連接器冷焊)
通孔填充率74%→95%(軍工級IPC-610 Class 3標準)
5. 溫度均勻性突破
PCB板面橫向溫差從8℃→2-4℃
6.缺點
在國內生產轉型換代的大環境下,設備在應對較寬產品時,溫度均勻性變差。例如:產品寬度達700mm時,增壓壓力不夠,風速出現兩側與中間溫差大于4℃。
大批量生產重型吸熱產品,回溫較慢,掉溫快。
在維護更換發熱絲時,需要停線,耗時2-4小時,維護時間太長,極大的影響生產進度。
我司與2018年改進升級為蝸殼式熱風結構完美解決上訴所有缺陷。
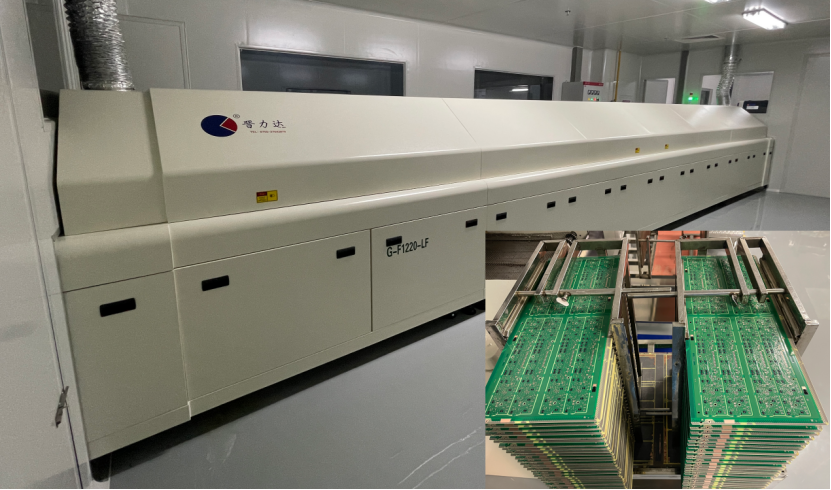
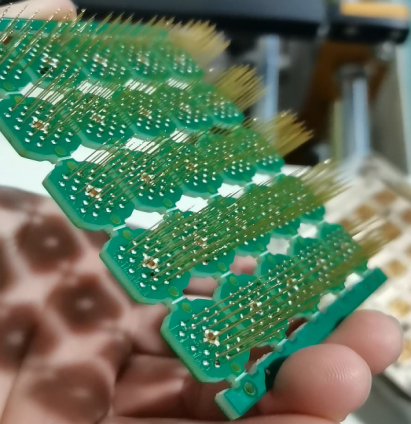
通孔焊接(2012年)
回流焊通孔焊接(Through-Hole Reflow, THR)技術通過將通孔元件(THT)融入SMT流程實現高效生產,THR本質上是將通孔焊接“SMT化”,所以核心優勢必然是效率提升和工藝集成。但缺點也很明顯:對設計、材料和工藝控制的要求都更高。
通孔回流焊(THR)與標準回流焊在設備制造上的核心區別主要體現在焊接對象的差異帶來的工藝控制要求升級。

一、具體差異
1. ?熱管理系統設計?
· ?通孔回流焊?:由于通孔元件(THT)引腳需穿透PCB,焊料必須從表層經孔壁流向底層,以及部分產品帶治具,吸熱量大,因此設備需增強加熱能力和回溫速率,例如加大發熱絲功率,提升熱風風速,和回溫速率以及優化熱風循環系統,確保通孔內焊料充分潤濕并形成可靠透錫,熱管理精度要求更高,以避免透錫不足或橋接。
通孔焊接示意圖
2. ?載具與軌道適應性?
· ?標準回流焊?:PCB通常水平傳輸,載具設計以支撐薄型板卡為主,對元件高度容忍度較低,傳送帶一般以1.8-2mm鋼絲拼接而成,載重低于30kg。

標準乙字型網帶
· ?通孔回流焊?:部分產品需定制重載傳動結構,?特殊載具固定插裝元件?。THT元件(如高引腳連接器)在回流過程中可能因重力或振動位移,因此需定制?精密定位夾具?,且軌道需適應更厚、更重、更高、更寬的混裝產品。

重載人字型網帶
3. 錫膏印刷與鋼網工藝?
· ?標準回流焊?:鋼網開孔對應SMD焊盤,錫膏量通過厚度與開口尺寸控制。
· ?通孔回流焊?:部分產品需?定制階梯鋼網或針管印刷技術?。通孔焊盤需額外堆積錫膏(通常增加30%~50%體積),鋼網采用?加厚局部或雙印刷工藝?確保孔內填充,同時避免印刷后錫膏塌陷堵塞通孔。
4. ?工藝窗口控制?
· ?標準回流焊?:工藝窗口相對較寬,溫度曲線聚焦于焊膏熔融與冷卻速率。
· ?通孔回流焊?:?工藝窗口顯著收窄,需平衡通孔透錫率與元件耐熱性;
· 延長回流區時間(較標準工藝增加10%~20%)確保熔融焊料流入孔內;
嚴格控制升溫斜率(≤2℃/s)防止THT元件封裝開裂,產品及元件根據工藝需承受高溫,以無鉛高溫錫膏為例:產品需承受260℃/40s 。
5. 質量可靠性突破
焊點強度:THR形成 垂直焊料柱,抗拉強度>50N(波峰焊僅35N)
透孔填充率:優化后達 92%(IPC Class 3要求>75%)
二、顯著缺點
1. 元件與設計限制
耐溫瓶頸:
塑料連接器需承受 260℃/40s
孔徑比約束:
板厚/孔徑 ≤ 6:1(1.6mm板厚需孔徑≥0.27mm)
焊盤設計:
部分產品必須采用 淚滴形焊盤 防剝離(矩形焊盤剝離風險↑80%)
2. 材料成本上升
項目 | THR工藝成本 | 傳統工藝成本 | 增幅 |
錫膏 | ¥340/kg | ¥240/kg | +41% |
鋼網開模 | ¥300/款 | ¥200/款 | +50% |
治具 | ¥400/套 | 無需 | 新增成本 |
三、關鍵技術難點與解決方案
1. 透孔填充不良
現象:孔壁爬錫高度<50%
解決措施:階梯鋼網:通孔區域厚度 0.2mm(其他區域0.15mm)
錫膏類型:高活性助焊劑(如Indium THR-1)+ Type4錫粉(20-38μm)
2. 元件熱損傷
例如:元件類型為連接器,或產品以及產品上含有不耐熱元件
熱屏蔽罩:在連接器上方加裝 鋁合金反射板(降溫15℃)
案例:深圳客戶,用于醫療器械鍍金產品通孔焊接

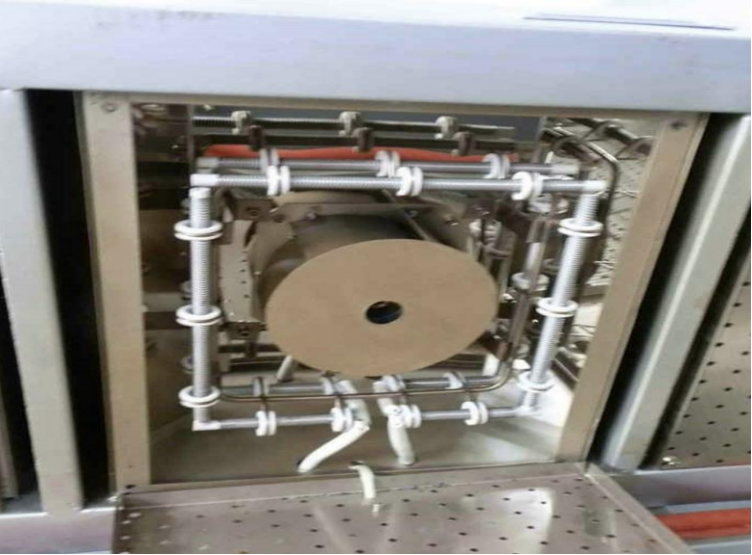
四、第四代快卸式蝸殼增壓熱風結構(2018年)

熱傳遞效率顯著提升(100–160W/m2K)
蝸殼式熱風結構在回流焊工藝中具有顯著優勢,其核心優點體現在以下方面:
1.?熱效率與溫控精度提升?
采用雙通道熱風循環設計,直接從源頭吸入預熱氣體,結合變頻馬達驅動,大幅提升升溫速度和熱效率。相比傳統增壓式結構吸入冷風再加熱的方式,蝸殼式結構顯著縮短回溫時間,消除局部"陰影效應",確保PCB板面受熱均勻性。
第四代熱風結構及熱風控制系統
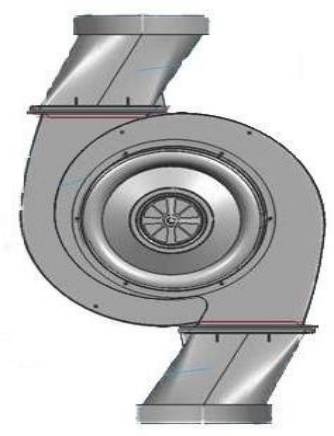

專利蝸殼式雙通道熱風結構
?? 2. ?冷卻性能強化?
模塊化冷卻系統支持強冷風(BOLW THRU)或水冷技術,冷卻速率可達>3℃/秒,滿足無鉛焊接對快速冷卻的嚴苛要求,有效減少焊點應力并提升可靠性2。
??? 3. ?維護便捷性與系統靈活性?
· ?快速維護?:發熱體支持不停產更換,大幅縮短設備停機時間2;
· ?模塊化擴展?:可選單軌至四軌配置,單機產能提升2-4倍,能耗降低60%以上2;
· ?氮氣兼容性?:密閉式氮氣保護設計將氧殘留量控制在極低水平,減少焊盤氧化并改善BGA等精密元件焊接質量2。
?? 蝸殼式 vs 傳統增壓式結構對比
?性能指標? | ?蝸殼式結構? | ?傳統增壓式結構? |
熱風供給方式 | 吸入即熱風,雙通道循環12 | 吸入冷風,經發熱體二次加熱2 |
溫度均勻性 | 消除陰影效應,板面溫差≤±1℃5 | 風速不足,易受熱不均2 |
維護成本 | 發熱體快速更換,效率高2 | 拆卸復雜,停機時間長2 |
適用工藝 | 支持高精度無鉛焊接(245±5℃)2 | 溫控精度受限,良率較低1 |
蝸殼式設計通過源頭控溫與模塊化創新,成為高密度電子組裝的關鍵技術支撐
五、第五代氮氣回流焊(2021年)

· ?氮氣氛圍?:設備引入氮氣替代空氣,通過密封管道增壓輸送,減少焊點氧化,提升焊接質量。
六、第六代真空回流焊結構(2024年)
技術演進補充
· ?通孔回流焊技術?:2010年代后逐步成熟,實現通孔元器件與表面貼裝同步焊接,支持復雜多層電路板制造4。
· ?現代工藝優化?:21世紀20年代,真空回流焊、氮氣保護系統、高溫實時監控技術進一步提升了焊接精度和良率79。
· ?自動化與仿真系統?:近年發展出回流焊仿真系統及高溫攝影技術,實現對“黑匣子”過程的精準控制與優化9。
? 關鍵時間節點
階段 | 時間跨度 | 技術特點 |
紅外輻射 | 1980年代中期 | 顏色影響吸熱 |
熱風回流 | 1990年代 | 熱效率提升,無陰影效應 |
氣相焊接 | 1990年代末 | 高效但冷卻差 |
真空蒸汽冷凝焊接 | 2000年代–至今 | 無空洞焊接,冷卻優異 |
通孔回流焊普及 | 2010年代后 | 兼容通孔與表面貼裝 |
總結
回流焊技術從20世紀70年代起步,歷經熱傳導、輻射、對流等熱傳遞方式革新,逐步解決效率、均勻性、可靠性問題,最終發展為支持高密度電子組裝的精密工藝。其核心發展邏輯是通過提升熱傳遞效率和消除焊接缺陷,滿足電子產品小型化與高可靠性的需求。
核心關鍵詞索引
#深圳回流焊 #晉力達回流焊 #SMT 設備 #氮氣保護焊接 #智能回流焊 #高精度焊接設備 #電子制造設備#回流焊十大品牌
